Spawanie to proces, który wymaga precyzji i odpowiednich technik, aby uniknąć wygięć i deformacji materiałów. Właściwe podejście do spawania może znacząco wpłynąć na jakość i trwałość wykonanych spoin. W tym artykule przedstawimy sprawdzone metody, które pomogą zminimalizować naprężenia termiczne oraz skurcz stygnący, co jest kluczowe dla utrzymania stabilności elementów. Dzięki zastosowaniu odpowiednich technik, takich jak unieruchomienie elementów przed spawaniem oraz spawanie naprzemienne, można skutecznie zapobiegać problemom związanym z deformacjami.
W kolejnych częściach artykułu omówimy także znaczenie krótkich odcinków spawania, przerw na chłodzenie oraz dostosowywania parametrów spawania do grubości materiału. Dowiesz się, jak pre-bending materiałów oraz wyżarzanie po spawaniu mogą wpłynąć na jakość finalnego produktu. Nasze wskazówki pomogą Ci osiągnąć lepsze rezultaty w pracy ze spawarką.
Najważniejsze informacje:
- Użycie odpowiednich ścisków jest kluczowe dla stabilności elementów podczas spawania.
- Spawanie naprzemienne zapobiega lokalnemu przegrzaniu i skurczowi w jednym miejscu.
- Krótkie odcinki spawania (np. 3 cm) z przerwami na chłodzenie pomagają w rozpraszaniu ciepła.
- Dostosowanie prądu spawania do grubości materiału jest niezbędne dla uniknięcia wygięć.
- Pre-bending materiałów może poprawić geometrię spoiny po skurczeniu.
- Wyżarzanie po spawaniu redukuje naprężenia wewnętrzne, ale nie koryguje już wygiętej konstrukcji.
Jak spawać, żeby uniknąć wygięć: podstawowe techniki
Aby zapobiec wygięciom podczas spawania, kluczowe jest stosowanie odpowiednich technik. Jednym z najważniejszych kroków jest unieruchomienie elementów przed rozpoczęciem spawania. Dzięki temu zachowasz odpowiednie kąty i położenie, co jest niezbędne do uzyskania stabilnej konstrukcji. Warto także stosować spawanie naprzemienne, które polega na spawaniu po jednej stronie elementu, a następnie przechodzeniu na drugą. Taki sposób pracy minimalizuje ryzyko lokalnego przegrzania i skurczu w jednym miejscu, co jest kluczowe w procesie spawania.
Oprócz tego, krótkie odcinki spawania (np. do 3 cm) powinny być stosowane z przerwami na ostygnięcie. Taki proces pozwala na stopniowe rozpraszanie ciepła, co znacząco redukuje naprężenia termiczne. Właściwe techniki spawania mogą zatem znacząco wpłynąć na jakość i trwałość wykonanych spoin, co jest istotne dla każdej konstrukcji.
Użycie odpowiednich ścisków dla stabilności elementów
Aby zapewnić stabilność podczas spawania, należy używać odpowiednich ścisków. Istnieje wiele rodzajów narzędzi, które można wykorzystać, w tym ściski stolarskie, ściski kątowe oraz ściski sprężynowe. Ścisk stolarski jest szczególnie przydatny do mocowania dużych elementów, podczas gdy ścisk kątowy pomaga w zachowaniu odpowiednich kątów. Z kolei ścisk sprężynowy idealnie sprawdza się w przypadku mniejszych komponentów, które wymagają szybkiego mocowania.
Spawanie naprzemienne: jak zapobiegać lokalnemu przegrzaniu
Spawanie naprzemienne to technika, która zapobiega lokalnemu przegrzaniu. Dzięki spawaniu po jednej stronie, a następnie przechodzeniu na drugą, ciepło jest równomiernie rozpraszane. Taki sposób pracy zmniejsza ryzyko deformacji i pozwala na lepsze wypełnienie spoiny. Alternatywne podejście do spawania jest kluczowe dla uzyskania trwałych i solidnych połączeń, co jest szczególnie ważne w przypadku konstrukcji narażonych na duże obciążenia.
- Ścisk stolarski: idealny do mocowania dużych elementów, zapewnia stabilność.
- Ścisk kątowy: pomaga w zachowaniu odpowiednich kątów przy spawaniu.
- Ścisk sprężynowy: doskonały do szybkiego mocowania mniejszych komponentów.
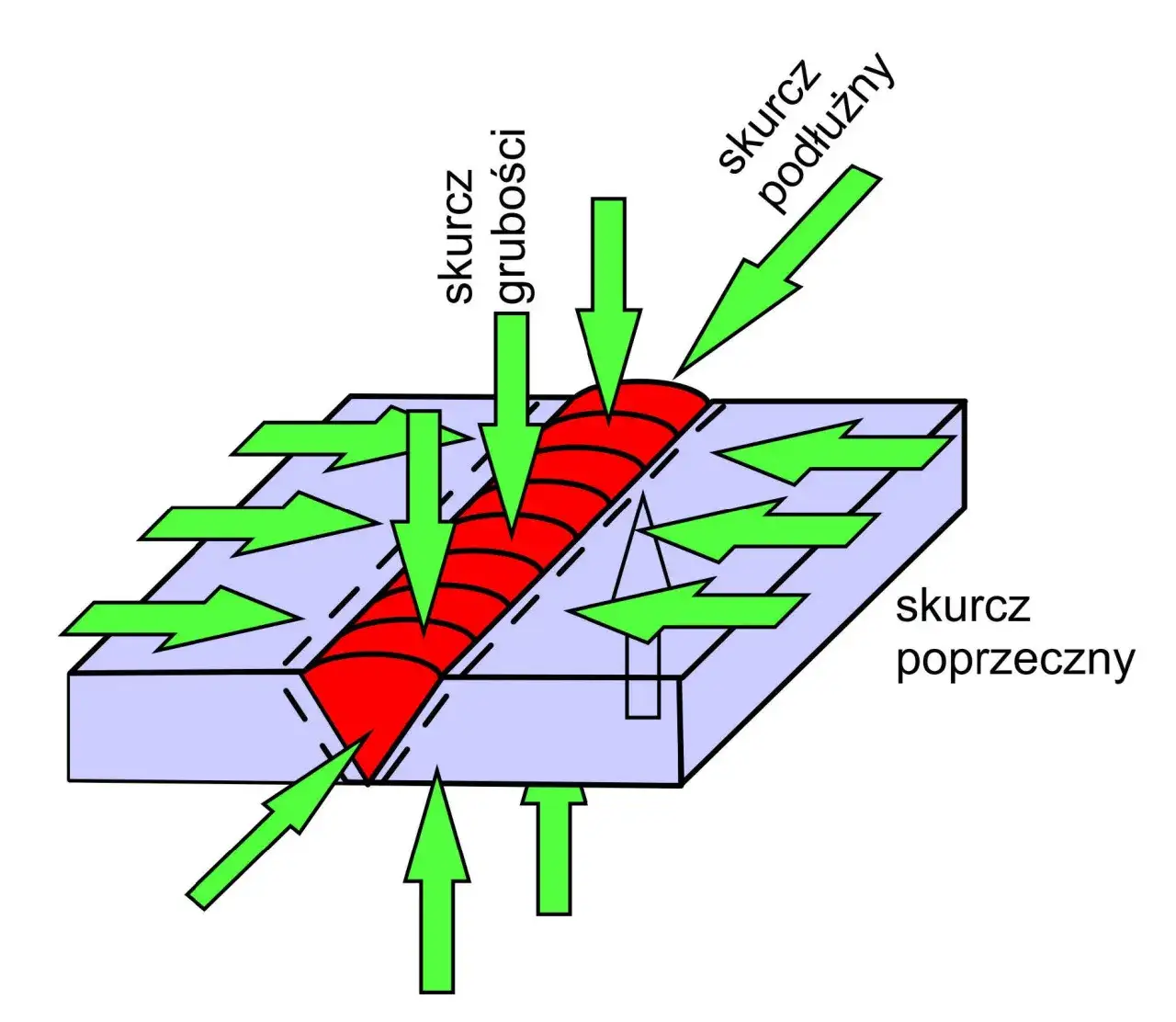
Minimalizowanie naprężeń termicznych podczas spawania
Aby skutecznie minimalizować naprężenia termiczne podczas spawania, kluczowe jest stosowanie odpowiednich technik. Jedną z najważniejszych metod jest spawanie krótkimi odcinkami, co pozwala na ograniczenie ilości ciepła generowanego w jednym miejscu. Taki sposób pracy pomaga w redukcji skurczu stygnącego i zmniejsza ryzyko wygięć. Dodatkowo, regularne przerwy na chłodzenie po każdym odcinku spawania umożliwiają stopniowe rozpraszanie ciepła, co znacząco wpływa na jakość spoiny.
Stosowanie krótkich odcinków spawania, np. o długości 3 cm, z przerwami na ostygnięcie, pozwala na lepszą kontrolę nad procesem i zapobiega lokalnym deformacjom. Dzięki tym technikom, spawanie staje się bardziej przewidywalne, a efekty końcowe są znacznie lepsze. Warto pamiętać, że minimalizacja naprężeń termicznych jest kluczowa dla zachowania integralności strukturalnej materiałów, co jest istotne w każdej aplikacji spawalniczej.
Krótkie odcinki spawania: korzyści dla struktury
Wykorzystanie krótkich odcinków spawania przynosi wiele korzyści dla struktury spoiny. Krótsze spawy generują mniej ciepła, co przekłada się na mniejsze ryzyko odkształceń. Dzięki temu, spoiny są bardziej jednorodne i mniej podatne na pęknięcia. Dodatkowo, krótkie odcinki ułatwiają kontrolę nad procesem spawania, co pozwala na szybsze reagowanie na ewentualne problemy.
Przerwy na chłodzenie: jak wpływają na jakość spoiny
Przerwy na chłodzenie są istotnym elementem procesu spawania, który znacząco wpływa na jakość spoiny. Regularne przerwy pozwalają na rozpraszanie ciepła, co zmniejsza ryzyko przegrzania materiału. Dzięki temu, spoiny są mniej podatne na deformacje i pęknięcia. Stosowanie takich przerw pozwala również na lepsze wypełnienie spoiny, co przekłada się na wyższą jakość wykonania.
| Długość spawania | Efekt na odkształcenia |
|---|---|
| 3 cm | Minimalne odkształcenia, lepsza kontrola ciepła |
| 5 cm | Umiarkowane odkształcenia, wymaga przerw na chłodzenie |
| 10 cm | Wysokie ryzyko odkształceń, konieczność zastosowania dodatkowych technik |
Czytaj więcej: Ile godzin trwa kurs spawacza? Poznaj szczegóły i różnice
Dobór parametrów spawania do grubości materiału
Właściwy dobór parametrów spawania jest kluczowy dla uzyskania wysokiej jakości spoin i zapobiegania wygięciom. W miarę jak grubość materiału się zmienia, konieczne jest dostosowanie prądu spawania oraz techniki, aby uniknąć problemów, takich jak przegrzanie czy deformacje. Dla cienkich elementów, zaleca się stosowanie niższych prądów, co pomaga w zapobieganiu ich odkształceniom. Natomiast w przypadku grubych materiałów, może być konieczne zwiększenie prądu oraz zmiana techniki spawania, aby uzyskać odpowiednie wypełnienie spoiny.
Warto również pamiętać, że dostosowanie parametrów spawania powinno uwzględniać nie tylko grubość materiału, ale także jego rodzaj. Różne materiały mają różne właściwości, co wpływa na sposób ich spawania. Dlatego kluczowe jest przeprowadzanie testów oraz dostosowywanie ustawień spawarki do konkretnego zadania, aby uzyskać optymalne rezultaty i minimalizować ryzyko deformacji.
Jak dostosować prąd spawania do różnych grubości
Aby dostosować prąd spawania do grubości materiału, należy wziąć pod uwagę kilka kluczowych czynników. Przede wszystkim, dla cienkich elementów o grubości od 2 do 3 mm, warto stosować prąd w zakresie 65–75 A. Dla materiałów o średniej grubości, np. 4–6 mm, prąd powinien być zwiększony do 80–100 A. Z kolei dla grubych elementów, powyżej 10 mm, zaleca się prąd w przedziale 120–160 A, aby zapewnić odpowiednie wypełnienie spoiny. Regularne monitorowanie i dostosowywanie prądu spawania jest kluczowe dla uzyskania trwałych i solidnych połączeń.
| Grubość materiału (mm) | Zalecany prąd spawania (A) |
|---|---|
| 2-3 | 65-75 |
| 4-6 | 80-100 |
| 10+ | 120-160 |
Rola metody spawania w zapobieganiu wygięciom
Wybór odpowiedniej metody spawania ma kluczowe znaczenie dla zapobiegania wygięciom materiałów. Różne techniki spawania, takie jak MIG, TIG czy elektrodowe, mają swoje specyficzne właściwości, które wpływają na rozkład ciepła i naprężenia w spoinie. Na przykład, spawanie metodą MIG, które generuje intensywne ciepło, może prowadzić do większych odkształceń, jeśli nie stosuje się odpowiednich technik chłodzenia. Z kolei metoda TIG, która pozwala na precyzyjniejsze kontrolowanie ciepła, może znacznie zredukować ryzyko deformacji, szczególnie w cienkich materiałach.
Warto również zauważyć, że techniki spawania wymagające mniejszej ilości ciepła, jak spawanie punktowe, mogą być bardziej efektywne w przypadku materiałów podatnych na odkształcenia. Wybierając metodę spawania, należy brać pod uwagę nie tylko rodzaj materiału, ale także jego grubość oraz przeznaczenie konstrukcji. Odpowiedni dobór metody jest kluczowy dla uzyskania trwałych i stabilnych połączeń, co w efekcie przekłada się na mniejsze ryzyko wygięć.
Pre-bending materiałów: technika na poprawę geometrii
Pre-bending to technika, która polega na lekkim wygięciu materiału w przeciwnym kierunku do oczekiwanego skurczenia się spoiny. Dzięki temu, gdy materiał się skurczy podczas procesu spawania, osiąga właściwą geometrię. Ta metoda jest szczególnie przydatna w przypadku cienkich blach, gdzie ryzyko odkształceń jest wysokie. Pre-bending pozwala również na lepsze dopasowanie elementów, co ułatwia proces spawania i poprawia jakość spoiny.
Warto również zauważyć, że pre-bending może znacząco wpłynąć na trwałość konstrukcji. Dzięki tej technice, materiał jest mniej narażony na pęknięcia i inne uszkodzenia, co zwiększa jego żywotność. Stosowanie pre-bendingu w połączeniu z odpowiednimi metodami spawania może przynieść znakomite rezultaty, zwłaszcza w złożonych konstrukcjach. Kluczowe jest jednak, aby stosować tę technikę w sposób przemyślany, dostosowując ją do specyfiki materiału i wymagań projektu.
Jak wstępne wygięcie wpływa na końcowy efekt spawania
Wstępne wygięcie materiału przed spawaniem ma istotny wpływ na jakość końcowego efektu spawania. Technika ta polega na lekkim wygięciu materiału w przeciwnym kierunku do oczekiwanego skurczenia się spoiny. Dzięki temu, kiedy materiał się kurczy podczas procesu spawania, osiąga właściwą geometrię, co minimalizuje ryzyko deformacji. W rezultacie, spoiny są bardziej jednorodne, co przekłada się na ich wyższą jakość i trwałość.
Zastosowanie punktowego łączenia dla lepszej stabilności
Punktowe łączenie to technika, która znacząco poprawia stabilność elementów przed pełnym spawaniem. Dzięki zastosowaniu punktów spawania, elementy są lepiej unieruchomione, co zapobiega ich przesuwaniu się podczas procesu spawania. To podejście pozwala na równomierne rozłożenie ciepła i zmniejsza ryzyko odkształceń, co jest kluczowe dla uzyskania solidnych połączeń. W efekcie, punktowe łączenie przyczynia się do lepszej jakości spoiny i zwiększa trwałość konstrukcji.
Nowe technologie w spawaniu: przyszłość bez wygięć
W miarę jak technologia spawania się rozwija, na horyzoncie pojawiają się innowacyjne metody, które mogą jeszcze bardziej zredukować ryzyko wygięć i odkształceń w materiałach. Przykładem są systemy spawania z użyciem robotów, które zapewniają precyzyjne i powtarzalne wyniki, minimalizując wpływ ludzkiego czynnika na proces. Dzięki zastosowaniu sztucznej inteligencji, roboty te mogą dostosowywać parametry spawania w czasie rzeczywistym, co pozwala na optymalizację procesu w zależności od grubości i rodzaju materiału.
Dodatkowo, rozwój technologii drukowania 3D w metalach otwiera nowe możliwości w zakresie spawania. Możliwość tworzenia skomplikowanych kształtów i struktur przed spawaniem oraz ich precyzyjne dopasowanie może zredukować potrzebę stosowania tradycyjnych metod, takich jak wstępne wygięcie. Te nowoczesne podejścia mogą zrewolucjonizować branżę, oferując nie tylko lepszą jakość spoin, ale także efektywność produkcji oraz oszczędności materiałowe.