
W praktyce to jedna z najciekawszych metod łączenia metali tam, gdzie liczy się szczelność, precyzja i mniejsze odkształcenia niż przy spawaniu. W tym tekście wyjaśniam, na czym polega lutowanie twarde, kiedy wygrywa z innymi technikami, jak wygląda poprawny proces i jakie błędy najczęściej psują złącze. Dodałem też praktyczne wskazówki przydatne przy instalacjach w budynkach, rurociągach i naprawach warsztatowych.
Najważniejsze rzeczy do zapamiętania
- W tej metodzie topi się spoiwo, a nie materiał bazowy, dlatego elementy są mniej narażone na odkształcenia.
- Granica, która odróżnia brazowanie od lutowania miękkiego, to zwykle 450°C.
- Najlepsze efekty daje dobrze dopasowana szczelina, czyste powierzchnie i odpowiedni topnik.
- Technika sprawdza się szczególnie przy miedzi, stali, mosiądzu i połączeniach różnych metali.
- W konstrukcjach nośnych i grubych przekrojach częściej wygrywa spawanie, bo daje inny typ złącza.
- W instalacjach grzewczych, chłodniczych i wodnych ogromne znaczenie ma późniejsza próba szczelności.
Na czym polega ta metoda i czym różni się od spawania
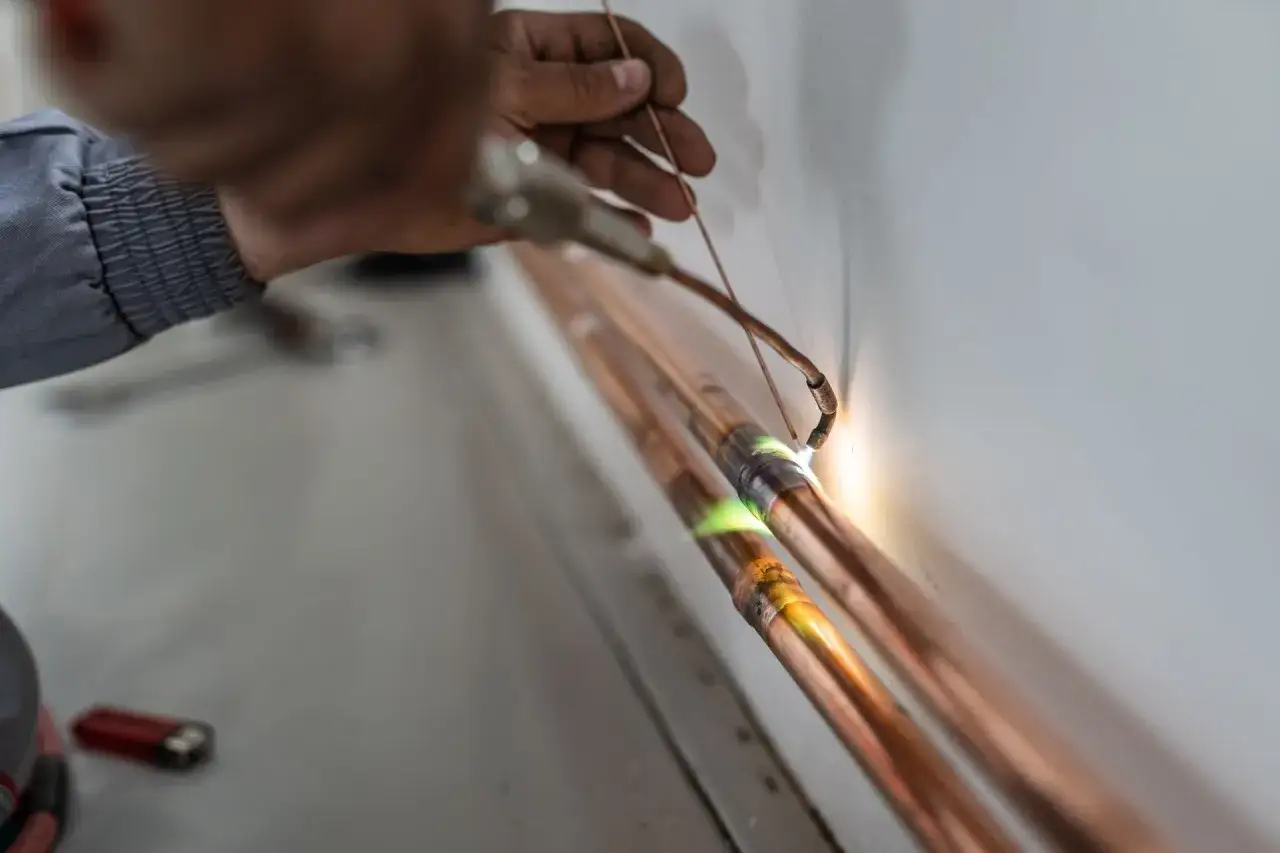
Od strony technicznej to proces, w którym łączę metale przez podgrzanie ich do temperatury, przy której stopi się tylko spoiwo, a nie łączone elementy. American Welding Society opisuje brazowanie jako proces prowadzony powyżej 450°C, z użyciem spoiwa o temperaturze topnienia niższej niż materiał bazowy. W praktyce oznacza to, że dobrze przygotowana szczelina między elementami „zasysa” roztopiony lut dzięki zjawisku kapilarnemu, co daje czyste i równe połączenie.
Jak podaje Air Liquide, w tej metodzie materiał podstawowy pozostaje w stanie stałym, a podgrzanie ma charakter miejscowy. I właśnie to jest najważniejsza różnica względem spawania: tam zwykle dochodzi do stopienia materiału rodzimego, a tutaj buduję złącze na bazie spoiwa. To sprawia, że technika jest łagodniejsza dla cienkich elementów, ale wymaga większej dyscypliny w przygotowaniu powierzchni i dopasowaniu części.
| Cecha | Brazowanie | Spawanie |
|---|---|---|
| Co się topi | Tylko spoiwo | Materiał bazowy i spoiwo |
| Temperatura pracy | Powyżej 450°C, ale poniżej topnienia łączonych metali | Zależna od procesu, zwykle znacznie wyższa |
| Odkształcenia | Z reguły mniejsze | Z reguły większe |
| Wymagana precyzja dopasowania | Bardzo wysoka | Wysoka, ale inaczej rozłożona |
| Typowe zastosowania | Rury, instalacje, elementy z różnych metali | Konstrukcje nośne, grubsze przekroje, połączenia wymagające dużej wytrzymałości mechanicznej |
Ta różnica ma duże znaczenie w budownictwie i instalacjach, bo już na etapie projektu decyduje o tym, czy lepiej chronić materiał przed przegrzaniem, czy postawić na pełne zespolenie elementów. To prowadzi do najważniejszego pytania: kiedy brać tę technikę, a kiedy lepiej od razu wybrać spawanie?
Kiedy lutowanie twarde wygrywa ze spawaniem
Sięgam po tę metodę przede wszystkim wtedy, gdy zależy mi na szczelnym, estetycznym i precyzyjnym złączu, a sam materiał nie powinien dostać dużego szoku cieplnego. Dobrze sprawdza się przy instalacjach miedzianych, układach chłodniczych, połączeniach miedzi ze stalą oraz tam, gdzie trzeba łączyć elementy różniące się składem lub grubością.
W praktyce brazowanie wygrywa też tam, gdzie liczy się kontrola nad odkształceniami. Przy cienkościennych rurach albo precyzyjnych podzespołach nadmierne grzanie bardzo szybko robi więcej szkody niż pożytku. Z drugiej strony, jeśli mówimy o dużych obciążeniach konstrukcyjnych, grubych profilach albo elementach, które mają pracować jak jedna bryła, spawanie częściej daje po prostu bardziej naturalny rezultat.
| Kryterium | Gdy wybieram brazowanie | Gdy wybieram spawanie |
|---|---|---|
| Szczelność instalacji | Świetna, jeśli złącze jest dobrze przygotowane | Także dobra, ale zależna od procesu i wykonania |
| Ryzyko odkształceń | Niskie | Wyższe |
| Łączenie różnych metali | Bardzo wygodne | Trudniejsze lub niezalecane |
| Złącze nośne | Tylko w określonych zastosowaniach | Najczęściej lepszy wybór |
| Precyzja montażu | Kluczowa | Wciąż ważna, ale tolerancja bywa inna |
Jeśli miałbym to uprościć do jednej zasady, powiedziałbym tak: gdy priorytetem jest szczelność i kontrola ciepła, ta metoda ma przewagę; gdy priorytetem jest pełna wytrzymałość konstrukcyjna, częściej wybiera się spawanie. Gdy już wiadomo, w jakich sytuacjach metoda ma sens, trzeba jeszcze zobaczyć, jak wykonać ją bez błędów.
Jak wygląda poprawny proces krok po kroku
W praktyce dobra spoina nie zaczyna się od płomienia, tylko od przygotowania. Jeśli powierzchnie są brudne, utlenione albo źle dopasowane, nawet najlepszy lut nie zbuduje trwałego połączenia. Najważniejsze jest to, by elementy były czyste, dobrze spasowane i podgrzewane równomiernie.
- Przygotowuję powierzchnie przez usunięcie brudu, tłuszczu, tlenków i nalotów. To zwykle najważniejszy etap całej pracy.
- Dopasowuję elementy tak, aby między nimi była mała i równa szczelina. Zbyt duża przerwa utrudnia kapilarne rozpływanie spoiwa.
- Dobieram topnik albo atmosferę ochronną, jeśli technologia tego wymaga. Topnik ogranicza utlenianie i pomaga spoiwu zwilżyć powierzchnię.
- Podgrzewam złącze równomiernie, a nie punktowo. Najczęstszy błąd początkujących to grzanie jednego miejsca zamiast całej strefy połączenia.
- Dodaję spoiwo dopiero wtedy, gdy temperatura jest odpowiednia. Dobre złącze nie powstaje od „doklejenia” dużej ilości lutu, tylko od jego właściwego rozpłynięcia.
- Chłodzę naturalnie i oczyszczam resztki topnika. W instalacjach to ważne także dlatego, że pozostałości mogą później szkodzić materiałowi.
- Sprawdzam jakość złącza wizualnie i, jeśli trzeba, testem szczelności. W chłodnictwie i instalacjach rurowych ten etap jest obowiązkowy.
W praktyce warsztatowej i instalacyjnej często widzę ten sam mechanizm błędu: ktoś próbuje „uratować” złe dopasowanie większą ilością ciepła. To działa tylko pozornie. Złącze ma być zaprojektowane tak, by lut popłynął sam, a nie był wciskany siłą. Dobry proces jest spokojny, powtarzalny i opiera się na geometrii połączenia, nie na improwizacji. Dobór materiału i spoiwa jest równie ważny jak sam płomień, bo od niego zależy jakość złącza.
Jakie materiały i spoiwa najczęściej się łączy
Najczęściej spotykam połączenia miedzi, stali, mosiądzu i stali nierdzewnej, ale zakres zastosowań jest szerszy. Ta technika dobrze znosi łączenie różnych metali, o ile dobiorę odpowiednie spoiwo i warunki pracy. Właśnie dlatego w praktyce instalacyjnej i produkcyjnej nie ma jednego uniwersalnego lutu do wszystkiego.
| Materiał / spoiwo | Gdzie sprawdza się najlepiej | Praktyczny komentarz |
|---|---|---|
| Spoiwo srebrne | Precyzyjne połączenia, drobne elementy, wiele zastosowań instalacyjnych | Daje dobrą zwilżalność i zwykle pozwala pracować w niższej temperaturze niż cięższe spoiwa. |
| Spoiwo mosiężne lub miedź-cynk | Stal, miedź, mosiądz, elementy o większej odporności mechanicznej | Jest popularne, ale wymaga pewnej ręki, bo łatwiej przegrzać złącze. |
| Spoiwo niklowe | Stal nierdzewna i połączenia pracujące w trudniejszych warunkach | Wybiera się je tam, gdzie liczy się odporność temperaturowa lub korozyjna. |
| Topnik boranowy lub aktywny | Większość klasycznych połączeń metalowych | Bez topnika spoiwo może nie zwilżyć powierzchni, więc samo podgrzanie nie wystarczy. |
Ważne jest też to, że nie każdy metal lubi tę samą technologię. Aluminium, stal nierdzewna czy elementy silnie zanieczyszczone wymagają większej dyscypliny procesowej, czasem także odpowiedniej atmosfery ochronnej. W produkcji robi to ogromną różnicę, bo w instalacjach przemysłowych o jakości połączenia decyduje nie tylko lut, ale również czystość i kontrola utleniania. Nawet dobry materiał nie uratuje połączenia, jeśli po drodze popełni się kilka prostych błędów.
Najczęstsze błędy, które psują złącze
Największym problemem rzadko jest sam palnik. Zwykle zawodzi przygotowanie albo zbyt duża pewność siebie wykonawcy. Jeśli mam wskazać błędy, które widuję najczęściej, to zawsze wracają te same:
- brudne lub utlenione powierzchnie,
- zbyt duża szczelina między elementami,
- nierównomierne grzanie i przegrzewanie jednego punktu,
- zły dobór topnika do materiału,
- dodanie spoiwa za wcześnie albo za późno,
- pozostawienie resztek topnika na złączu,
- próba naprawy słabego dopasowania nadmiarem lutu.
W praktyce to ostatnie podejście jest szczególnie zdradliwe. Duża ilość spoiwa może wyglądać solidnie, ale nie oznacza dobrego połączenia. Dobrze wykonane złącze jest raczej równe, czyste i technicznie „ciche” wizualnie. Jeśli widać dużo nadpływów, przebarwień albo ślady przypalenia, zazwyczaj coś poszło nie tak. W instalacjach rurowych dochodzi do tego jeszcze jedna rzecz: brak testu szczelności. Bez niego nawet ładna spoina niewiele znaczy.
Na co zwrócić uwagę przy zleceniu prac w domu lub na budowie
Przy remontach mieszkań, kotłowni, instalacji wodnych czy układów chłodniczych w domu nie patrzyłbym wyłącznie na cenę. Ważniejsze jest to, czy wykonawca rozumie różnicę między łączeniem konstrukcyjnym a instalacyjnym, czy umie dobrać spoiwo do materiału i czy przewiduje kontrolę szczelności po zakończeniu prac. W praktyce właśnie te elementy odróżniają rzetelną usługę od pracy „na szybko”.
Jeśli zlecam taką robotę, sprawdzam trzy rzeczy: doświadczenie z konkretnym materiałem, sposób przygotowania złącza i procedurę kontroli po wykonaniu. Przy instalacjach chłodniczych i miedzianych liczy się także czystość układu oraz zabezpieczenie przed tlenkami. Samo wykonanie jednego połączenia to zwykle kwestia kilku minut, ale przygotowanie, dopasowanie, chłodzenie i sprawdzenie szczelności zajmują znacznie więcej czasu.
Warto też pamiętać, że koszt usługi rośnie nie od samego grzania, tylko od dostępu do miejsca pracy, liczby złączy, rodzaju materiału i konieczności późniejszej próby. W starych budynkach, gdzie instalacje bywają mieszane i ciasno zabudowane, to potrafi mieć większe znaczenie niż sam metraż. Właśnie dlatego przy takim zleceniu dobrze jest pytać nie tylko o cenę, ale też o technologię i odpowiedzialność za efekt.
Jeżeli mam dać jedną praktyczną radę na koniec, to brzmi ona prosto: nie wybieraj metody wyłącznie na podstawie nazwy. Najpierw sprawdź, co łączysz, jakie obciążenia ma przenosić połączenie i jak ważna jest szczelność. Dopiero potem decyduj, czy lepsze będzie brazowanie, czy spawanie. To zazwyczaj oszczędza i czas, i poprawki.
Trzy rzeczy, które naprawdę decydują o trwałości złącza
Jeśli miałbym zostawić tylko jeden praktyczny filtr, to byłby to ten: czystość, dopasowanie i kontrola temperatury. To właśnie te trzy elementy najczęściej przesądzają o tym, czy połączenie będzie trwałe, szczelne i estetyczne, czy tylko chwilowo wygląda dobrze. Reszta to już dobór spoiwa, topnika i techniki pod konkretny materiał.
Dobrze wykonane złącze nie potrzebuje nadmiaru lutu ani efektownych śladów po grzaniu. Ma być równe, przewidywalne i zgodne z warunkami pracy elementu. Jeśli projekt dotyczy instalacji w budynku, zwłaszcza w układzie wodnym, grzewczym albo chłodniczym, właśnie tak powinno się do niego podejść: spokojnie, technicznie i bez skrótów. To najpewniejsza droga do połączenia, które po prostu działa.