W konstrukcjach stalowych, przy wspornikach, ramach, balustradach czy łącznikach płyt ten typ połączenia pojawia się częściej, niż wielu inwestorów zakłada. Spoina pachwinowa z pozoru wygląda prosto, ale jej nośność zależy od geometrii złącza, grubości gardzieli, pozycji spawania i jakości przygotowania krawędzi. Poniżej pokazuję, jak ją rozpoznaję, jak czytam jej oznaczenia na rysunku i na co patrzę, gdy oceniam, czy wykonanie naprawdę nadaje się do pracy konstrukcyjnej.
Najważniejsze informacje w skrócie
- To połączenie spawane najczęściej stosuje się w złączach T, narożnych i zakładkowych.
- O jego wartości nie decyduje sam wygląd ściegu, tylko gardziel, wtopienie i poprawna geometria.
- W praktyce ważne są także przygotowanie materiału, pozycja spawania i dobór procesu: MIG/MAG, TIG albo MMA.
- Na rysunkach technicznych trzeba sprawdzić, czy podany jest wymiar ramienia, gardzieli oraz długość odcinków spoiny.
- Zbyt mała spoina osłabia złącze, a zbyt duża podnosi koszt, wydłuża czas pracy i zwiększa odkształcenia.
- Przy elementach nośnych liczy się nie tylko sam ścieg, ale też zgodność z dokumentacją i kontrola jakości po spawaniu.
Czym jest to połączenie i gdzie sprawdza się najlepiej
Najkrócej mówiąc, chodzi o spoinę wykonywaną w narożu dwóch elementów ustawionych zwykle pod kątem zbliżonym do 90 stopni. W praktyce spotykam ją w połączeniach T, narożnych i zakładkowych, czyli tam, gdzie dwa elementy trzeba połączyć bez wykonywania pełnego ukosowania krawędzi. To dlatego jest tak popularna w ślusarce, konstrukcjach stalowych, bramach, ogrodzeniach, ramach maszyn i wielu elementach montowanych na budowie.
Ja traktuję ją jako rozwiązanie bardzo użyteczne, ale nie uniwersalne. Sprawdza się dobrze wtedy, gdy obciążenie da się przenieść przez odpowiednio zaprojektowaną geometrię złącza, a dostęp do miejsca spawania jest wystarczający, by zachować stały kąt palnika i równomierny przetop. Jeśli złącze ma przenosić większe momenty albo wymaga pełnej ciągłości przekroju, czasem lepsza będzie spoina czołowa.
| Cecha | W praktyce oznacza |
|---|---|
| Geometria | Złącze powstaje w narożu dwóch elementów ustawionych pod kątem. |
| Typowe miejsca użycia | Wsporniki, ramy, usztywnienia, zakładki, naroża konstrukcji i elementy pomocnicze. |
| Atut | Prostsze przygotowanie niż przy wielu połączeniach czołowych i szybkie wykonanie. |
| Ograniczenie | Przy dużych obciążeniach trzeba bardzo pilnować wymiaru, wtopienia i projektu złącza. |
W tym miejscu najważniejsze jest jedno: nie oceniałbym takiego spawu po samym kształcie lica. Żeby zrozumieć, czy złącze jest dobre, trzeba wejść głębiej w wymiary i to, co one faktycznie oznaczają.
Jak czytam wymiary i profil spoiny
W rozmowach z wykonawcami najczęściej wraca ten sam błąd: ktoś patrzy na szerokość ściegu, a pomija gardziel, czyli efektywny przekrój odpowiedzialny za przenoszenie obciążenia. Przy złączu pod kątem 90 stopni i równych ramionach gardziel teoretycznie wynosi około 0,707 długości ramienia, dlatego sama „grubość wizualna” nie wystarcza do oceny nośności. Z mojego punktu widzenia to właśnie tutaj zaczyna się różnica między ładnym ściegiem a połączeniem, które rzeczywiście pracuje tak, jak przewidział projekt.
W praktyce patrzę na kilka elementów jednocześnie:
- Ramię - długość boków trójkąta tworzącego przekrój spoiny.
- Gardziel - najmniejszy efektywny przekrój, który bierze udział w przenoszeniu sił.
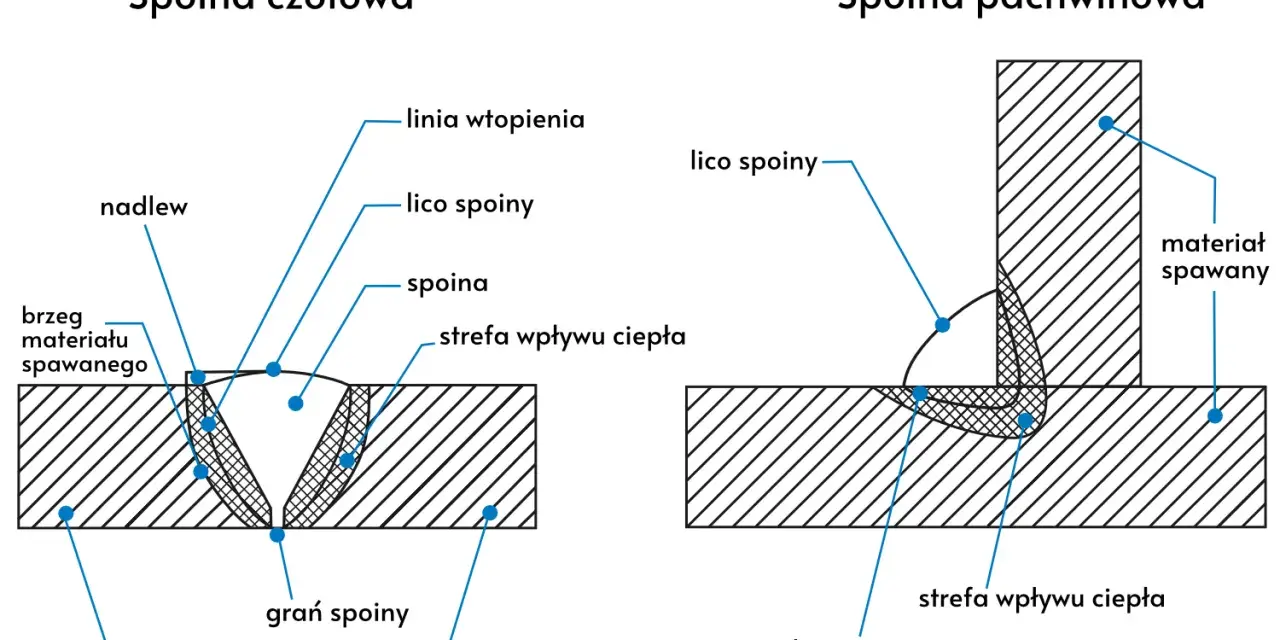
- Lico - zewnętrzna powierzchnia ściegu, ważna wizualnie i kontrolnie.
- Stopa spoiny - miejsce połączenia ze stalą rodzimą, newralgiczne przy ocenie wtopienia.
- Profil - może być płaski, lekko wypukły albo lekko wklęsły.
Nie lubię mitu, że wypukła spoina jest zawsze lepsza. Zdarza się, że wygląda solidnie, ale faktycznie nie daje żadnej przewagi, jeśli gardziel nie odpowiada wymaganiom albo jeśli ścieg został położony zbyt szybko i bez dobrego wtopienia. W odwrotną stronę też to działa: zbyt duży nadmiar metalu zwykle nie poprawia bezpieczeństwa, tylko zwiększa koszt i odkształcenia. Następny krok to odczytanie tych parametrów z dokumentacji, bo na rysunku technicznym zapis bywa bardziej precyzyjny niż sam ścieg.
Jak interpretuję oznaczenia na rysunku spawalniczym
Na rysunku technicznym nie zgaduję znaczenia symbolu, tylko sprawdzam cały zapis. W europejskich oznaczeniach fillet weld zwykle przedstawia się symbolem trójkąta, a położenie względem linii odniesienia mówi, po której stronie złącza spoina ma się znaleźć. Do tego dochodzą liczby określające rozmiar, długość i ewentualny rozstaw spoin przerywanych. To ważne, bo dwa podobne rysunki mogą oznaczać zupełnie inną pracę wykonawczą.
Najczęściej kontroluję:
- czy symbol wskazuje jedną stronę, czy spawanie obustronne,
- czy podano wymiar ramienia, gardzieli, czy oba parametry są opisane osobno,
- czy spoina ma być ciągła, czy przerywana,
- czy długość odcinków i odstępów nie ogranicza pracy konstrukcji,
- czy nietypowe połączenie nie wymaga dodatkowego szkicu zamiast samego symbolu.
W dokumentacji projektowej nie warto opierać się na domysłach. Jeśli opis jest skrócony, a detal nietypowy, sam symbol bywa za mało precyzyjny, by wykonawca mógł bezpiecznie ruszyć z robotą. Kiedy zapis jest już jasny, pozostaje druga połowa zadania: wykonać to tak, by ścieg zgadzał się nie tylko z rysunkiem, ale też z praktyką warsztatową.
Jak wykonuję takie złącze, żeby nie poprawiać po odbiorze
W pracy na budowie i w warsztacie zaczynam od przygotowania materiału. Usuwam rdzę, zgorzelinę, resztki farby i wszystko to, co pogarsza stabilność łuku albo prowadzi do porowatości. Jeśli stal jest ocynkowana, strefę spawania trzeba oczyścić szczególnie starannie, bo powłoka nie powinna zostać w samym obszarze łączenia. Potem ustawiam elementy, sprawdzam kąt, szczelinę i wykonuję sczepy, które utrzymają geometrię do końca spawania.
- Dobieram proces do materiału i dostępu. W typowych konstrukcjach stalowych najczęściej pracuje MIG/MAG, przy cienkich i widocznych elementach dobrze sprawdza się TIG, a w trudniejszych warunkach terenowych nadal używa się MMA.
- Ustawiam palnik lub elektrodę tak, by energia rozkładała się równomiernie na oba ramiona złącza. W złączu T zwykle pilnuję kąta około 45 stopni.
- Prowadzę ścieg spokojnie i bez szarpania. Za szybki ruch daje brak wtopienia, za wolny prowadzi do przegrzania i nadmiernego rozlania materiału.
- Kontroluję wielkość jeziorka spawalniczego, bo to ono mówi najwięcej o stabilności procesu.
- Po zakończeniu sprawdzam lico, brzegi i strefę przy stopie spoiny, a w elementach nośnych także ciągłość i ewentualne nieciągłości powierzchniowe.
Ja zawsze pamiętam o jednej rzeczy: większy ścieg nie oznacza lepszej spoiny. Jeśli wykonawca „dokłada materiału na wszelki wypadek”, rośnie koszt, wydłuża się czas pracy i łatwiej o odkształcenia. W praktyce liczy się dopasowanie do projektu, a nie wizualne wrażenie masywności. To prowadzi prosto do błędów, które najczęściej psują efekt.
Najczęstsze błędy, które obniżają jakość i nośność
Najwięcej problemów nie wynika z samej techniki, tylko z pośpiechu i złego przygotowania. Z mojego doświadczenia wynika, że nawet dobry spawacz traci jakość, jeśli pracuje na brudnym materiale, w złej pozycji albo bez kontroli parametrów. Widać to potem bardzo szybko: pojawiają się pory, podtopienia, nierówne ramiona, a czasem też brak wtopienia przy stopie.
| Błąd | Jak wygląda | Co powoduje |
|---|---|---|
| Brudna powierzchnia | Pory, odpryski, niestabilny ślad łuku | Słabsze połączenie i problemy z odbiorem |
| Za mała energia spawania | Wąski, „położony na wierzchu” ścieg | Brak wtopienia i osłabienie złącza |
| Za duża energia spawania | Szeroki, wypukły ścieg, odkształcenia | Większy koszt i ryzyko deformacji elementu |
| Zły kąt prowadzenia | Asymetria ramion i podtopienia z jednej strony | Nierówny rozkład obciążeń |
| Przerwane zakończenie bez kontroli krateru | Wgłębienia i nieregularne końcówki | Miejsca podatne na pęknięcia |
Jeżeli miałbym wskazać jeden błąd najgroźniejszy w praktyce budowlanej, postawiłbym na lekceważenie czystości i dopasowania. Ładnie położony ścieg nie zrekompensuje słabego przygotowania krawędzi. A skoro już wiadomo, gdzie łatwo o potknięcie, naturalne staje się pytanie, kiedy w ogóle wybrać ten rodzaj połączenia, a kiedy lepiej od razu sięgnąć po inne rozwiązanie.
Kiedy wybieram to połączenie, a kiedy wolę spoinę czołową
Wybór nie zależy od przyzwyczajenia spawacza, tylko od funkcji elementu. Gdy liczy się prostota wykonania, szybki montaż i dobre przeniesienie obciążeń w typowych złączach konstrukcyjnych, połączenie pachwinowe bywa najbardziej rozsądne. Gdy jednak konstrukcja ma pracować pod większymi momentami, wymaga pełnej ciągłości materiału albo musi spełnić ostrzejsze wymagania wytrzymałościowe, spoinę czołową traktuję jako mocniejszą kandydatkę.
| Kryterium | Połączenie pachwinowe | Połączenie czołowe |
|---|---|---|
| Przygotowanie | Zwykle prostsze i szybsze | Często wymaga ukosowania i dokładniejszego dopasowania |
| Nośność | Dobra w wielu konstrukcjach pomocniczych i nośnych | Lepsza tam, gdzie potrzebny jest pełniejszy przekrój nośny |
| Czas wykonania | Krótki | Zazwyczaj dłuższy |
| Koszt | Przeważnie niższy | Przeważnie wyższy |
| Typowe zastosowanie | Wsporniki, naroża, zakładki, ramy, usztywnienia | Elementy wymagające pełniejszego przenoszenia sił i ciągłości przekroju |
Ja nie traktuję jednego rozwiązania jako lepszego „z definicji”. Dobieram je do zadania. Jeśli połączenie ma być szybkie, funkcjonalne i zgodne z projektem, spoiny pachwinowe zwykle wygrywają prostotą. Jeśli konstrukcja jest bardziej wymagająca, trzeba uczciwie rozważyć inne złącze, zamiast ratować projekt grubszym ściegiem. To prowadzi do ostatniej, praktycznej kwestii: co sprawdzam przed odbiorem.
Co sprawdzam przed odbiorem spawanej konstrukcji
Przed odbiorem nie patrzę wyłącznie na to, czy ścieg jest równy. Sprawdzam zgodność z rysunkiem, ciągłość tam, gdzie ma być ciągłość, oraz to, czy nie ma śladów podtopień, pęknięć, porów albo zbyt dużej wypukłości. W konstrukcjach nośnych ważna jest też kontrola pośrednia: czy element nie został ściągnięty przez ciepło, czy zachował geometrię i czy miejsca po spawaniu zostały zabezpieczone przed korozją.
- zgodność z wymiarem i zakresem z dokumentacji,
- powtarzalność ściegu na całej długości,
- brak widocznych nieciągłości powierzchniowych,
- poprawne oczyszczenie po spawaniu,
- zabezpieczenie antykorozyjne po zakończeniu prac,
- w przypadku elementów nośnych - odpowiednia kontrola jakości i kwalifikacje wykonawcy.
Jeśli zlecam wykonanie takiego elementu, pytam nie tylko o cenę, ale też o przygotowanie materiału, metodę spawania i sposób odbioru. W praktyce właśnie te trzy rzeczy najczęściej decydują o tym, czy konstrukcja będzie trwała, czy po sezonie zacznie wymagać poprawek. Dobrze zaprojektowane i starannie wykonane złącze daje spokój na lata, a to w budownictwie i usługach remontowych ma większą wartość niż efektowny wygląd samego ściegu.