
To metoda łączenia metali przy użyciu płomienia gazowego, która nadal ma sens w naprawach, pracy warsztatowej i tam, gdzie liczy się mobilność. W tym artykule pokazuję, kiedy taki sposób łączenia jest praktyczny, jak wygląda poprawny przebieg pracy, jakie gazy i osprzęt robią największą różnicę oraz czego unikać, żeby nie zniszczyć materiału ani nie podnieść ryzyka pożaru.
Najważniejsze fakty, które pomagają ocenić tę metodę
- Najlepiej sprawdza się przy naprawach miejscowych, cienkich elementach i pracach, do których trudno podstawić duże urządzenia.
- Kluczowy jest dobrze ustawiony płomień, czyste krawędzie i stabilne prowadzenie palnika.
- W wielu zadaniach warsztatowych gaz wygrywa mobilnością, ale przegrywa szybkością z TIG-iem i MIG/MAG.
- Najczęstsze problemy to utlenienie, przegrzanie materiału, zła szczelina i słabe przygotowanie powierzchni.
- Przy pracy z butlami i tlenem bezpieczeństwo nie jest dodatkiem, tylko warunkiem sensownej pracy.
- Przed zamówieniem usługi warto podać rodzaj metalu, grubość, dostęp do miejsca pracy i to, czy element ma zostać naprawiony na miejscu.
Na czym polega łączenie płomieniem gazowym
W praktyce chodzi o kontrolowane podgrzanie krawędzi metalu tak, aby można je było połączyć z udziałem spoiwa albo przez stopienie samego materiału w strefie złącza. Najczęściej używa się zestawu tlenowo-acetylenowego, bo daje bardzo skoncentrowany i gorący płomień, sięgający nawet około 3150-3500°C. To wystarcza do wielu prac naprawczych, ale wymaga ręki pewnej i cierpliwej, bo tutaj jakość zależy bardziej od operatora niż od samego sprzętu.
Ja patrzę na tę technikę jako na połączenie trzech rzeczy: właściwego gazu, właściwej temperatury i czystej powierzchni. Jeśli jeden z tych elementów zawiedzie, spoiny nie uratuje nawet drogi palnik. Warto też odróżnić spawanie od lutowania twardego, bo w codziennej mowie te pojęcia często się mieszają, a technologicznie nie oznaczają tego samego.
| Element | Rola w procesie |
|---|---|
| Tlen | Podnosi temperaturę i pozwala uzyskać płomień o dużej koncentracji energii. |
| Acetylen | Najczęściej wybierany gaz palny, bo daje wysoki, „ostry” płomień do prac precyzyjnych. |
| Spoiwo | Uzupełnia materiał w miejscu złącza i pomaga zbudować właściwą spoinę. |
| Topnik | Ogranicza utlenianie przy niektórych materiałach i poprawia zwilżanie powierzchni. |
Gdy już wiadomo, jak działa sam proces, od razu łatwiej ocenić, czy w danym zadaniu ta metoda ma sens, czy tylko wygląda „klasycznie” i w praktyce spowalnia robotę.
Kiedy ta metoda ma sens, a kiedy lepiej wybrać TIG lub MIG/MAG
Jeśli miałbym uprościć wybór, powiedziałbym tak: płomień gazowy wygrywa tam, gdzie liczy się dostęp, prostota i naprawa punktowa. TIG i MIG/MAG są zwykle lepsze, kiedy priorytetem są tempo, powtarzalność i wyższa wydajność. W budownictwie, przy remontach i w warsztacie nie chodzi jednak tylko o szybkość. Czasem ważniejsze jest to, że można pracować bez dużego zaplecza i bez przeciągania kabli przez pół obiektu.
| Kryterium | Płomień gazowy | TIG | MIG/MAG |
|---|---|---|---|
| Precyzja | Bardzo dobra przy małych naprawach, ale zależy od wprawy. | Wysoka, szczególnie przy cienkich i estetycznych spoinach. | Dobra, choć bardziej nastawiona na tempo niż detal. |
| Szybkość | Średnia lub niska. | Niska do średniej. | Najwyższa w typowych pracach warsztatowych. |
| Mobilność | Bardzo dobra. | Dobra, ale wymaga prądu i osłony gazowej. | Dobra, lecz zależy od zasilania i sprzętu. |
| Typowe zastosowanie | Naprawy, podgrzewanie, małe elementy, prace terenowe. | Stal nierdzewna, aluminium, cienkie detale, estetyczne złącza. | Konstrukcje stalowe, produkcja, seryjne łączenie elementów. |
| Największa zaleta | Uniwersalność i prosty dostęp do miejsca pracy. | Czysta, kontrolowana spoina. | Wydajność. |
W praktyce często wybieram tę metodę do lokalnych napraw bram, balustrad, starych elementów stalowych albo prac, w których nie opłaca się ustawiać cięższego sprzętu. Jeśli jednak mam do zrobienia dłuższy odcinek, większą serię albo konstrukcję, od razu patrzę w stronę TIG-a lub MIG/MAG.
Dalej najważniejsze jest już nie samo „czy”, ale „jak” to zrobić, żeby złącze było trwałe i nie wywołało dodatkowych problemów.
Jak wygląda poprawny proces pracy krok po kroku
Dobry efekt zaczyna się jeszcze przed zapaleniem palnika. Najpierw trzeba oczyścić materiał z farby, rdzy, oleju i nalotu, a potem dopasować krawędzie tak, aby szczelina była kontrolowana, a nie przypadkowa. Zbyt duża przerwa między elementami prawie zawsze kończy się słabszą spoiną albo większym przegrzaniem otoczenia.
- Oczyść miejsce łączenia z brudu, korozji i powłok, które mogą zepsuć spoinę.
- Ułóż elementy i sprawdź ich pasowanie, zanim pojawi się płomień.
- Skontroluj szczelność zestawu, reduktory i stan węży.
- Ustaw płomień neutralny, jeśli pracujesz na typowej stali.
- Rozgrzewaj strefę równomiernie, bez zatrzymywania płomienia w jednym punkcie.
- Podawaj spoiwo rytmicznie, w tempie zgodnym z topnieniem krawędzi.
- Pozwól elementowi ostygnąć w kontrolowany sposób, bez gwałtownego schładzania, jeśli technologia materiału tego nie wymaga.
Najczęstszy błąd na tym etapie widzę wtedy, gdy ktoś próbuje „dobić temperaturę” samym płomieniem zamiast poprawić przygotowanie detalu. Jeśli materiał jest brudny, krzywy albo źle ustawiony, więcej ognia nie rozwiąże problemu. To właśnie dlatego przy tej metodzie tak ważna jest cierpliwość i porządek pracy.
Kiedy technologia jest opanowana, zaczyna mieć znaczenie nie tylko sam ruch palnika, ale też to, jakiego zestawu i gazu używasz.
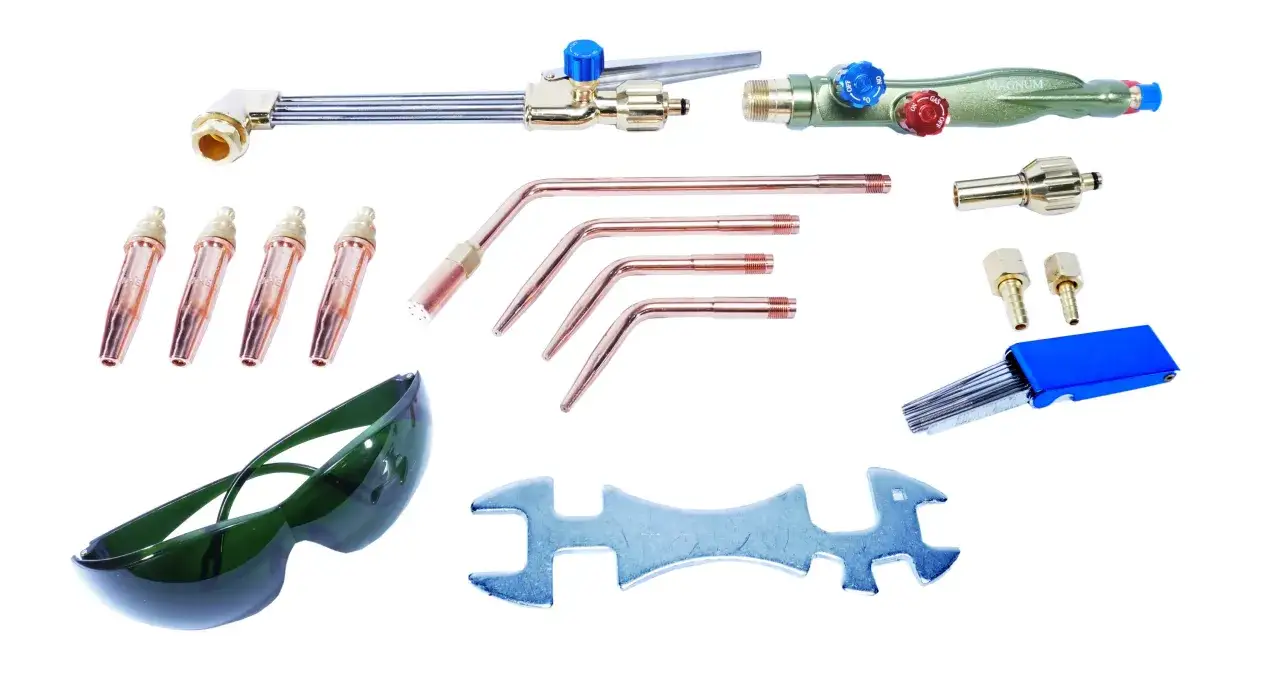
Jakie wyposażenie i gazy mają największe znaczenie
Sam palnik nie wystarczy. Potrzebne są jeszcze reduktory, sprawne węże, dysze dobrane do zadania, a przede wszystkim zabezpieczenia przeciwcofkowe, które ograniczają ryzyko cofnięcia płomienia. W praktyce to właśnie osprzęt decyduje o tym, czy praca będzie płynna, czy zacznie się od ciągłego poprawiania ustawień i walki z niestabilnym płomieniem.
| Gaz | Co daje | Kiedy ma sens | Ograniczenie |
|---|---|---|---|
| Acetylen | Bardzo gorący, skoncentrowany płomień. | Precyzyjne łączenie, naprawy, prace warsztatowe. | Wymaga większej dyscypliny bezpieczeństwa i kontroli sprzętu. |
| Propan | Dobrze sprawdza się przy grzaniu i części prac pomocniczych. | Podgrzewanie, cięcie, zadania mniej precyzyjne. | Płomień jest mniej skoncentrowany niż przy acetylenu. |
| Gaz ziemny | Przydatny w instalacjach stacjonarnych. | Warsztaty i miejsca z gotową instalacją gazową. | Mniej mobilny i słabiej nadaje się do pracy terenowej. |
Gdy pytam, co naprawdę ma znaczenie, odpowiadam bez wahania: dopasowanie gazu do zadania. Acetylen daje największą kontrolę nad płomieniem i dlatego najczęściej wygrywa przy precyzyjnych pracach. Propan bywa rozsądny tam, gdzie ważniejsze są grzanie i prostsza logistyka niż idealnie skupione źródło ciepła. W praktyce to nie jest wybór „lepszy albo gorszy”, tylko „bardziej odpowiedni albo mniej odpowiedni”.
To prowadzi prosto do kwestii, która najczęściej psuje efekt, czyli do błędów popełnianych jeszcze zanim spoina zdąży się uformować.
Najczęstsze błędy, które psują spoinę
Większość problemów nie wynika z „złego sprzętu”, tylko z przyspieszania pracy. Jeśli ktoś nie doczyści powierzchni, za mocno rozgrzeje jeden punkt albo prowadzi palnik zbyt nerwowo, efekt będzie słaby nawet przy dobrym palniku. Ja zawsze patrzę najpierw na przygotowanie, bo to właśnie ono odróżnia złącze trwałe od takiego, które wygląda poprawnie tylko przez chwilę.
- Brudna powierzchnia - farba, rdza i olej powodują porowatość oraz słabą przyczepność spoiny.
- Zbyt duża szczelina - materiał trzeba wtedy nadmiernie rozgrzewać, a spoina traci kontrolę.
- Przegrzewanie - prowadzi do odkształceń, przebarwień i osłabienia miejsca łączenia.
- Za szybkie prowadzenie - krawędzie nie dochodzą do właściwej temperatury i złącze wychodzi zimne.
- Zły kąt palnika - ciepło rozchodzi się tam, gdzie nie trzeba, zamiast skupić się w strefie złącza.
- Praca w przeciągu - zaburza płomień i utrudnia utrzymanie stabilnej temperatury.
Po takich błędach łatwo rozpoznać, co poszło nie tak: przebarwienia, krzywizna elementu, nierówna spoina albo widoczna porowatość zwykle mówią więcej niż sam opis wykonawcy. Dlatego przy drobnych naprawach tak ważne jest spokojne tempo i dobra ocena materiału już na starcie.
W praktyce równie ważne jak jakość spoiny jest bezpieczeństwo, bo tu margines na improwizację jest bardzo mały.
Bezpieczeństwo, którego nie wolno traktować po macoszemu
Przy pracy z tlenem i gazem palnym nie wystarczy „uważać bardziej niż zwykle”. Potrzebne są konkretne nawyki: sprawny sprzęt, dobra wentylacja, brak tłuszczu na armaturze tlenowej i sensownie dobrane okulary ochronne. W zamkniętych pomieszczeniach dochodzi jeszcze problem dymów i niedoboru świeżego powietrza, więc ostrożność bez wentylacji po prostu nie wystarcza.
| Ryzyko | Jak je ograniczam w praktyce |
|---|---|
| Cofnięcie płomienia | Stosuję zawory zwrotne i sprawdzam stan palnika przed pracą. |
| Nieszczelność instalacji | Kontroluję połączenia i nie uruchamiam zestawu, jeśli coś budzi wątpliwości. |
| Pożar otoczenia | Usuwam materiały palne, zabezpieczam miejsce pracy i mam pod ręką gaśnicę. |
| Zanieczyszczenie tlenem i olejem | Nie używam smarów ani tłustych szmatek przy armaturze tlenowej. |
| Opary i dymy | Zapewniam wentylację i nie pracuję długo w zamkniętym, słabo przewietrzanym miejscu. |
To właśnie bezpieczeństwo najczęściej odróżnia fachową robotę od „jakoś to będzie”. Przy płomieniu gazowym nie ma miejsca na zgadywanie, bo błąd techniczny może skończyć się nie tylko słabą spoiną, ale też realnym zagrożeniem dla ludzi i obiektu. Gdy zlecana jest naprawa w domu, garażu albo na budowie, ten element powinien być jasno omówiony jeszcze przed rozpoczęciem pracy.
Jeśli zlecasz taką usługę, warto od razu dobrze opisać zadanie, żeby fachowiec nie musiał domyślać się szczegółów na miejscu.
Co sprawdzić przed zamówieniem usługi przy remoncie lub naprawie
Przy usługach remontowych i budowlanych w Krakowie widzę to bardzo często: klient wie, że coś trzeba naprawić, ale nie potrafi dobrze opisać warunków pracy. A właśnie od tego zależy wybór technologii. Dla wykonawcy liczy się rodzaj metalu, jego grubość, dostęp do miejsca łączenia, stan powierzchni i to, czy element ma zostać naprawiony na obiekcie, czy można go zdemontować.
| Co warto powiedzieć fachowcowi | Dlaczego to ważne |
|---|---|
| Jaki to materiał | Stal, żeliwo, aluminium i stal nierdzewna wymagają innego podejścia. |
| Jak gruby jest element | Od tego zależy temperatura, tempo pracy i sens użycia płomienia. |
| Czy miejsce jest łatwo dostępne | W ciasnych lub wysoko położonych miejscach mobilność techniki bywa kluczowa. |
| Czy element da się zdemontować | Czasem naprawa warsztatowa jest po prostu pewniejsza i tańsza w efekcie końcowym. |
| Czy potrzebne jest też prostowanie lub podgrzewanie | Płomień służy nie tylko do łączenia, ale także do korekty kształtu i odpuszczania naprężeń. |
Ja zawsze polecam też sprawdzić doświadczenie wykonawcy z konkretnym typem zlecenia, a nie tylko ogólną deklarację, że „spawa wszystko”. W praktyce liczy się nie slogan, tylko to, czy ktoś robił już podobne elementy: bramy, balustrady, stalowe naprawy w starszych budynkach, elementy instalacyjne albo drobne prace warsztatowe. Właśnie przy takich zadaniach opinie i wcześniejsze realizacje bywają ważniejsze niż sam opis usługi.
Na końcu zostaje jeszcze jedno pytanie: kiedy ten sposób łączenia naprawdę jest dobrym wyborem, a kiedy tylko zjada czas i nie daje przewagi.
Najkrótsza droga do dobrego efektu przy naprawach stali
Jeśli miałbym zamknąć temat jednym zdaniem, powiedziałbym tak: płomień gazowy broni się wtedy, gdy potrzebujesz mobilności, kontroli i sensownej naprawy miejscowej, a nie produkcji na tempo. To bardzo praktyczna metoda, ale nie uniwersalna. W rękach osoby, która dobrze czyści materiał, pilnuje płomienia i rozumie zachowanie metalu, daje solidny efekt. W rękach kogoś, kto chce skrócić drogę do końca pracy, szybko pokazuje swoje ograniczenia.
Dlatego przed wyborem technologii patrzę zawsze na trzy rzeczy: rodzaj metalu, warunki pracy i oczekiwany efekt końcowy. Jeśli te trzy elementy pasują do płomienia gazowego, metoda nadal ma mocne argumenty. Jeśli nie, lepiej od razu wybrać TIG albo MIG/MAG i uniknąć poprawek, które później kosztują więcej niż sama usługa.