Ten poradnik pokazuje, jak podejść do MMA bez chaosu: od wyboru spawarki i elektrod, przez ustawienia, aż po pierwsze ćwiczenia i typowe błędy. To praktyczny wstęp do spawania elektrodowego dla osób, które chcą zacząć rozsądnie, bez przepalania materiału i bez kupowania sprzętu „w ciemno”.
Najważniejsze rzeczy do opanowania przed pierwszym łukiem
- Najłatwiej zacząć od elektrody rutylowej 2,5 mm, bo wybacza więcej błędów i łatwo się zapala.
- Na start lepiej sprawdza się inwertor MMA z funkcjami Hot Start, Arc Force i Anti Stick niż najtańszy, prosty model.
- Długość łuku trzymaj mniej więcej na poziomie 0,5-1 średnicy elektrody.
- Materiał przed spawaniem musi być czysty: bez farby, rdzy, oleju i luźnej zgorzeliny.
- Przy cienkich blachach MMA szybko staje się trudne, więc nie jest to metoda do każdego zadania.
- Najwięcej daje krótka, regularna praktyka na odpadach o podobnej grubości jak docelowy element.
Na czym polega MMA i kiedy ma sens
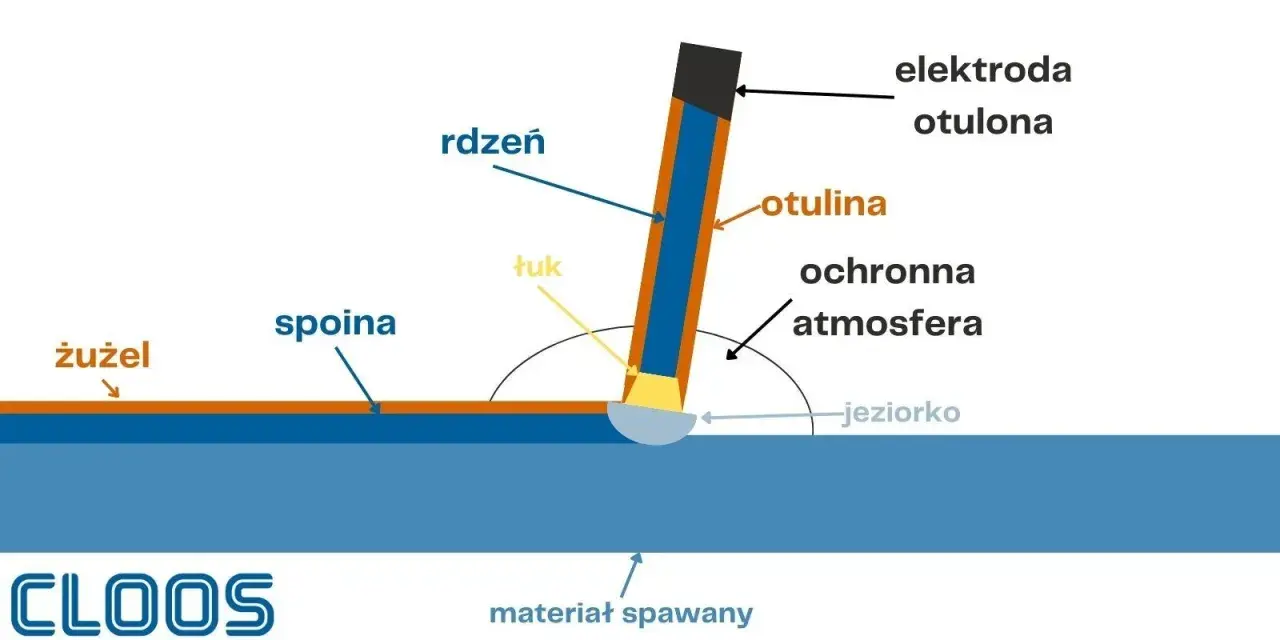
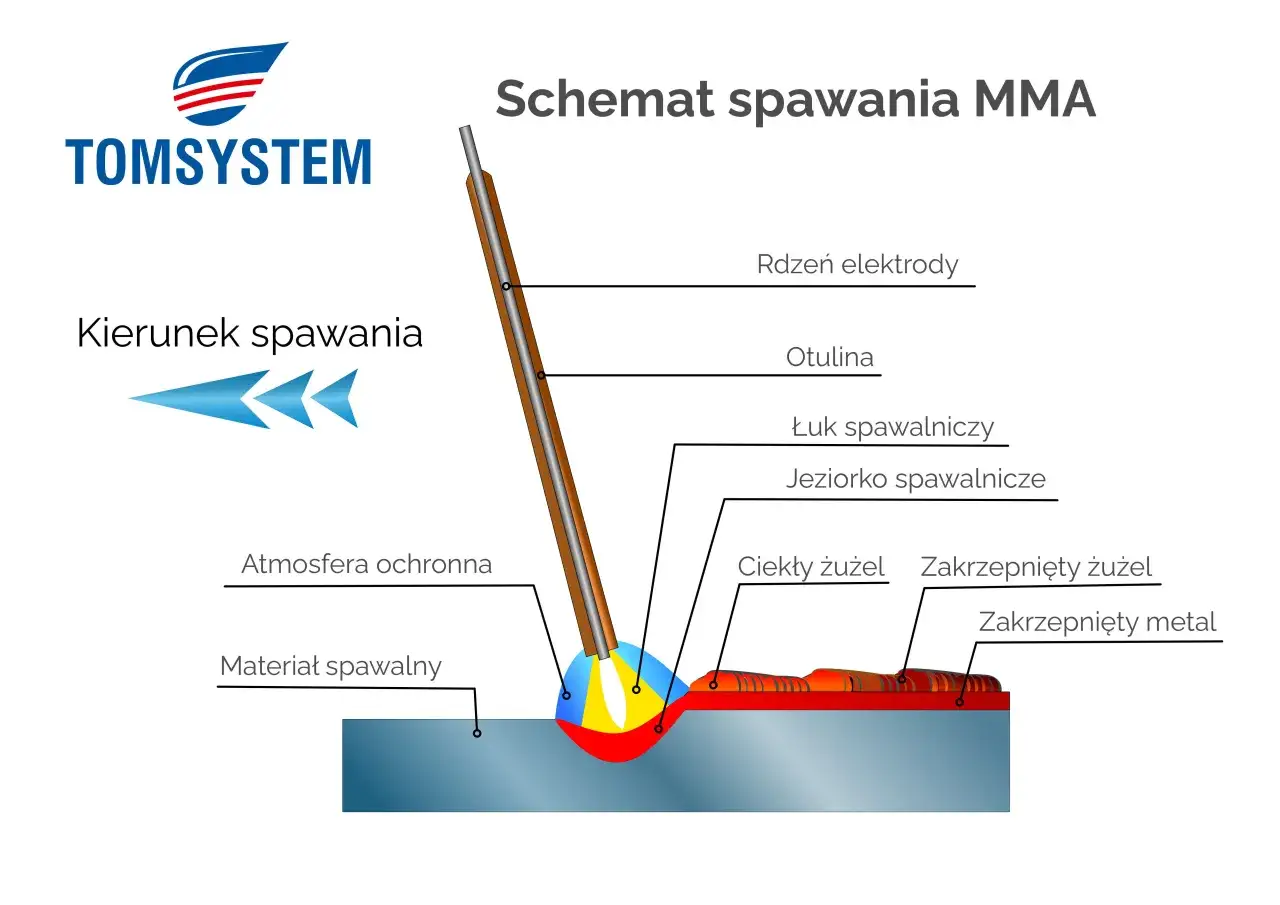
MMA, czyli spawanie elektrodą otuloną, działa prosto w teorii, ale wymaga ręki i rytmu w praktyce. Łuk jarzy się między końcem elektrody a materiałem, a otulina podczas topienia tworzy gaz osłonowy i warstwę żużla, która chroni jeziorko spawalnicze przed powietrzem. Po ostygnięciu żużel trzeba usunąć, więc to nie jest metoda „czystych” spoin, ale za to jest bardzo mobilna i odporna na warunki terenowe.
Właśnie dlatego MMA dobrze sprawdza się przy naprawach bram, ogrodzeń, profili stalowych, elementów warsztatowych i roboczych pracach montażowych. W garażu, na budowie czy w terenie nie trzeba butli z gazem, dlatego ta metoda ma sens tam, gdzie liczy się prostota i niezależność od wiatru. Z drugiej strony trzeba uczciwie powiedzieć, że przy cienkich blachach i bardzo estetycznych spoinach MMA szybko pokazuje swoje ograniczenia.
| Metoda | Kiedy sprawdza się najlepiej | Największa zaleta | Główne ograniczenie |
|---|---|---|---|
| MMA | Naprawy, stal konstrukcyjna, praca w terenie, garaż | Prosty osprzęt i mała wrażliwość na wiatr | Żużel, większa zależność od techniki i trudniejsze cienkie materiały |
| MIG/MAG | Dłuższe spoiny i częsta praca warsztatowa | Szybkość i czystsza spoina | Wymaga gazu i osłony przed przeciągiem |
| TIG | Precyzyjne, estetyczne spoiny i cienkie materiały | Najlepsza kontrola nad spoiną | Wolniejsza i bardziej wymagająca technicznie |
Jeśli ktoś chce zacząć od czegoś praktycznego i nie boi się krótszych spoin oraz czyszczenia żużla, MMA ma bardzo dobry sens. Skoro wiadomo już, kiedy ta metoda naprawdę się przydaje, pora dobrać sprzęt, który nie będzie przeszkadzał w nauce.
Jaką spawarkę wybrać na start
Na początku najważniejszy nie jest „mocny” napis na obudowie, tylko to, czy spawarka daje stabilny łuk i pozwala spokojnie pracować na elektrodach 2,0-3,2 mm. Ja na start wybierałbym inwertor MMA zasilany z 230 V, bo jest lżejszy, łatwiejszy w obsłudze i zwykle lepiej radzi sobie z zapłonem łuku niż stare, ciężkie konstrukcje transformatorowe. W praktyce to właśnie inwertor najczęściej daje sensowny kompromis między ceną, mobilnością i komfortem nauki.
| Co sprawdzić | Dlaczego to ważne | Co polecam na start |
|---|---|---|
| Rodzaj źródła | Wpływa na stabilność łuku i wygodę pracy | Inwertor MMA |
| Zasilanie | Domowe 230 V wystarcza do większości prac hobbystycznych | 230 V, chyba że masz realną potrzebę 400 V |
| Zakres prądu | Trzeba go dopasować do średnic elektrod i grubości materiału | Około 160-200 A maksymalnie, ale ważniejszy jest użyteczny zakres roboczy |
| Hot Start | Pomaga przy zajarzeniu łuku | Warto mieć |
| Arc Force | Stabilizuje łuk przy krótkim prowadzeniu | Warto mieć |
| Anti Stick | Zmniejsza ryzyko przyklejania elektrody | Warto mieć |
| Cykl pracy | Mówi, jak długo urządzenie może spawać przy danym prądzie | Sprawdź go dla prądu, którego użyjesz najczęściej |
Nie kupowałbym na początek najtańszego modelu bez regulacji i bez żadnych wspomagaczy. Funkcje takie jak Hot Start, Arc Force i Anti Stick nie są gadżetem, tylko realnym ułatwieniem, kiedy dopiero uczysz się utrzymywać łuk. Gdy sprzęt jest już dobrany rozsądnie, decydujące stają się elektrody i amperaż.
Elektrody i prąd, od których warto zacząć
Na start najlepiej sprawdzają się elektrody rutylowe, zwykle oznaczane jako 6013 albo jako warianty rutylowe w oznaczeniach producenta. Są łagodniejsze w prowadzeniu, łatwiej się zapalają i dają bardziej przewidywalny łuk niż elektrody zasadowe czy celulozowe. To ważne, bo początkujący nie potrzebuje jeszcze „najwytrzymalszej” elektrody, tylko takiej, która pomoże mu zrozumieć zachowanie jeziorka i dystans od materiału.
| Średnica elektrody | Do jakich prac ma sens | Prąd startowy | Uwagi praktyczne |
|---|---|---|---|
| 1,6 mm | Bardzo cienkie elementy i ćwiczenia | 25-40 A | Dobry wybór do pierwszego oswojenia łuku |
| 2,0 mm | Cienkie i średnie elementy | 40-60 A | Przydatna, gdy trzeba ograniczyć przegrzewanie |
| 2,5 mm | Najbardziej uniwersalny start | 60-90 A | Najlepszy kompromis między kontrolą a wydajnością |
| 3,2 mm | Grubsze profile i mocniejsze spoiny | 100-130 A | Wymaga już pewniejszej ręki |
| 4,0 mm | Większe przekroje | 130-170 A | Na start zwykle za duża, jeśli ćwiczysz na drobnych detalach |
W praktyce zaczynam od dolnej granicy i podnoszę prąd małymi krokami, zwykle o 5-10 A. Jeśli elektroda klei się do materiału, to często znaczy, że prądu jest za mało albo łuk jest zbyt krótki; jeśli sypie się dużo odprysków, zwykle jest odwrotnie. Warto też pamiętać o rodzaju otuliny: rutylowa jest najłatwiejsza, zasadowa daje lepsze własności spoiny, ale wymaga więcej dyscypliny i suchego przechowywania, a celulozowa jest już wyraźnie trudniejsza i bardziej terenowa.
Gdy elektroda i amperaż są dobrane sensownie, można przejść do samej techniki. To właśnie tutaj większość osób popełnia błędy, które potem wyglądają jak problem ze sprzętem, choć źródło leży wyłącznie w prowadzeniu łuku.
Pierwsza spoina krok po kroku
Ja przy pierwszych próbach zawsze zaczynam od prostych odcinków na czystej stali, najlepiej w pozycji podolnej, czyli na płasko. To ważne, bo w pionie albo nad głową trudno odróżnić problem z techniką od problemu z samym ustawieniem materiału. Najpierw warto zbudować odruch: czysta powierzchnia, pewna masa, poprawny prąd i krótki, spokojny ruch.
Przygotuj materiał i stanowisko
Usuń farbę, rdzę, olej i luźną zgorzelinę przynajmniej w strefie kilku centymetrów od planowanej spoiny. Przy MMA nie da się „przebić” przez brud tak, żeby dostać dobrą jakość za każdym razem. Dobra spoina zaczyna się przed zapaleniem łuku, nie po nim.
Zajarz łuk bez nerwowych ruchów
Najprostsza metoda to lekkie potarcie końcówką elektrody po materiale na odcinku około 1-2 cm i natychmiastowe odciągnięcie jej na kilka milimetrów. Zajarzenie kontaktowe też działa, ale wymaga spokoju i wyczucia, bo łatwo przykleić elektrodę. Łuk powinien ruszyć bez gwałtownego szarpnięcia, a nie jak iskra z zapalniczki.
Prowadź elektrodę krótko i równo
Trzymaj kąt mniej więcej 10-20 stopni w kierunku ruchu i pilnuj krótkiego łuku, czyli mniej więcej 0,5-1 średnicy elektrody. Jeśli łuk się wydłuża, spoinie rośnie rozprysk i spada kontrola nad przetopem. Jeśli jest za krótki, elektroda zaczyna się kleić, a całość traci płynność.
Przeczytaj również: Ile miedzi naprawdę ma spawarka Bester STA 250? Zaskakujące fakty
Zakończ spoinę i usuń żużel
Na końcu nie urywaj łuku nerwowo. Lepiej delikatnie dopełnić krater i odsunąć elektrodę płynnie, niż zostawić zagłębienie, które osłabi zakończenie spoiny. Po ostygnięciu usuń żużel młotkiem i szczotką drucianą, bo dopiero wtedy widać, czy spoina naprawdę wyszła dobrze.
Po kilku takich krótkich odcinkach zaczyna być jasne, co działa, a co przeszkadza. I właśnie wtedy pojawiają się typowe błędy, które można naprawić szybciej niż wymieniać sprzęt.
Najczęstsze błędy, które widać od razu
Większość problemów w MMA ma bardzo proste źródło: zły prąd, zbyt długa albo zbyt krótka łuk, brudny materiał lub pośpiech. To dobra wiadomość, bo w tej metodzie rzadko chodzi o jedną „tajemniczą” usterkę. Zwykle wystarczy uczciwie spojrzeć na objaw i poprawić jeden parametr.
| Objaw | Najczęstsza przyczyna | Co zrobić |
|---|---|---|
| Elektroda się klei | Za mały prąd albo zbyt krótki łuk | Podnieś amperaż o 5-10 A i skróć czas zawahania po zajarzeniu |
| Dużo odprysków | Za długi łuk lub za wysoki prąd | Skróć łuk i obniż prąd o kilka amperów |
| Porowata spoina | Brud, wilgoć, zbyt szybki ruch | Oczyść materiał, osusz elektrody, zwolnij prowadzenie |
| Wżery na krawędziach | Za duży prąd albo zbyt wolne prowadzenie | Zmniejsz energię i pilnuj równomiernego przesuwu |
| Słabe wtopienie | Za mały prąd, za szybki ruch lub zły kąt | Zwiększ amperaż, zwolnij i ustaw bardziej stabilny kąt |
| Żużel zamyka się w spoinie | Zbyt szybki przesuw albo zbyt płytkie prowadzenie | Spowolnij ruch i daj jeziorku czas na prawidłowe wypełnienie |
Jeśli podczas nauki widzisz kilka z tych objawów naraz, nie naprawiaj wszystkiego jednocześnie. Ja zawsze poprawiam tylko jedną rzecz na raz, bo wtedy naprawdę widać, co pomogło. Kiedy błędy stają się czytelne, łatwiej zadbać o warunki pracy i o zwykłe bezpieczeństwo przy stanowisku.
Bezpieczny warsztat i zestaw, który naprawdę wystarczy
W MMA bezpieczeństwo jest prostsze, niż się wydaje, ale nie można go traktować po macoszemu. Potrzebujesz przyłbicy, rękawic, ubrania z materiału, który nie topi się od iskier, oraz miejsca z dobrą wentylacją i bez łatwopalnych przedmiotów w pobliżu. Przyłbica automatyczna nie jest luksusem, tylko wygodą, bo przy nauce sporo razy zajarzasz łuk i uczysz się krótkich, powtarzalnych ruchów.
- Przyłbica z regulacją zaciemnienia, zwykle w zakresie odpowiednim do MMA.
- Rękawice spawalnicze ze skóry i ubranie z bawełny albo skóry, nie z tworzyw sztucznych.
- Dobrze ustawiona masa i porządne zaciski, bo słaby styk od razu psuje łuk.
- Młotek do żużla i szczotka druciana, bez których trudno ocenić jakość spoiny.
- Szlifierka do oczyszczenia krawędzi i usunięcia farby, rdzy oraz warstw ocynku z miejsca spawania.
- Kawałki złomu do ćwiczeń, najlepiej o podobnej grubości jak element docelowy.
Warto też pamiętać o jednej rzeczy, którą początkujący często bagatelizują: przy elementach ocynkowanych, zabrudzonych albo zamkniętych konstrukcjach problemem nie jest tylko spoina, ale też opary i słaba widoczność. Jeżeli materiał ma znaczenie konstrukcyjne albo wymaga powtarzalnej jakości, lepiej nie traktować pierwszych prób jako finalnej roboty. Zostaje jeszcze ostatni krok: ćwiczyć tak, żeby postęp był widoczny z tygodnia na tydzień.
Jak ćwiczyć przez pierwsze godziny, żeby postęp był szybki
Najlepszy plan nauki jest prosty i nudny, a właśnie dlatego działa. Zamiast skakać między różnymi materiałami, pozycjami i elektrodami, lepiej powtarzać jeden układ, notować ustawienia i obserwować, co zmienia się po każdej korekcie. W praktyce najwięcej daje seria krótkich prób na płaskiej stali, a potem dopiero przejście do naroży i połączeń zakładkowych.
- Wybierz jedną elektrodę, na przykład rutylową 2,5 mm, i trzymaj się jej przez kilka prób.
- Ustaw jeden prąd startowy i zrób 3-4 krótkie spoiny bez zmieniania niczego poza własnym ruchem.
- Oceń szerokość spoiny, ilość odprysków i łatwość odrywania żużla.
- Jeśli elektroda klei się albo spoina jest zbyt wąska, zwiększ prąd o 5-10 A.
- Jeśli materiał się przegrzewa lub pojawiają się wżery, zmniejsz prąd i skróć łuk.
- Po każdej serii zapisz sobie elektrodę, amperaż, grubość materiału i własną ocenę spoiny.
To właśnie takie notatki robią różnicę między chaotycznym „spawaniem dla spawania” a prawdziwą nauką. Gdy pierwsze spoiny wychodzą równiej, możesz bez pośpiechu przechodzić do naroży, grubszych profili i trudniejszych pozycji, a jeśli projekt wymaga czegoś więcej niż prosta nauka, wtedy rozsądniej jest dobrać metodę i sprzęt do zadania, nie odwrotnie.
Najlepszy start daje połączenie trzech rzeczy: prostego inwertora MMA, rutylowej elektrody 2,5 mm i cierpliwych ćwiczeń na czystym złomie. Jeśli potraktujesz spawanie jak serię krótkich, kontrolowanych prób, a nie walkę z urządzeniem, szybciej zobaczysz różnicę w jakości spoin i zrozumiesz, kiedy MMA jest właściwym wyborem, a kiedy lepiej sięgnąć po inną metodę albo zlecić pracę fachowcowi.