Przy spawaniu MMA najwięcej zależy od kilku prostych decyzji: jaką spawarkę wybrać, jaką elektrodę dobrać i czy potrafisz utrzymać krótki, stabilny łuk. To technika ceniona przy naprawach bram, ogrodzeń, konstrukcji stalowych i pracach montażowych, bo nie wymaga butli z gazem i znosi trudniejsze warunki pracy. W tym tekście porządkuję temat praktycznie: pokazuję, kiedy ta metoda ma sens, jakie urządzenie wybrać i jak uniknąć błędów, które psują spoinę już na starcie.
Najważniejsze decyzje przy metodzie MMA to sprzęt, elektroda i prowadzenie łuku
- MMA dobrze sprawdza się tam, gdzie liczy się mobilność, a nie idealnie dekoracyjna spoina.
- Do domu, warsztatu i drobnych prac remontowych najczęściej najlepiej wypada inwertor 160-200 A.
- Średnica elektrody zwykle prowadzi do prostego startu: 2,5 mm to okolice 70-100 A, a 3,2 mm około 90-130 A.
- Największy wpływ na efekt mają czysty materiał, sucha elektroda i krótki łuk.
- Jeśli spawasz cienką blachę albo zależy ci na bardzo estetycznym licu, MIG/MAG lub TIG często będą wygodniejsze.
Na czym polega metoda MMA i kiedy ma sens
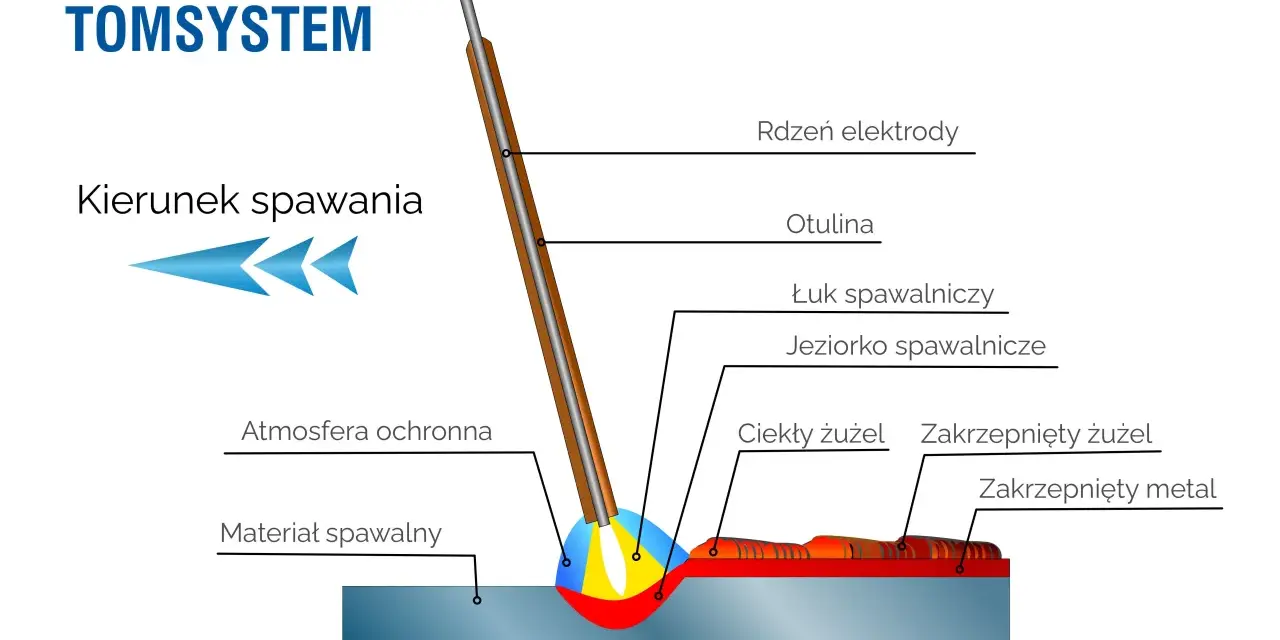
W klasyfikacjach technologicznych ta metoda występuje często jako 111: łuk jarzy się między elektrodą otuloną a materiałem, a sama otulina tworzy osłonę gazową i żużel. To proste w założeniu, ale bardzo wymagające dla ręki spawacza, bo parametry widać natychmiast w jeziorku spawalniczym. Ja traktuję ją jako rozwiązanie do zadań terenowych, naprawczych i tam, gdzie liczy się mobilność, a nie idealnie dekoracyjny ścieg.
- Sprawdza się przy grubszej stali, profilach, płaskownikach i naprawach konstrukcji.
- Jest wygodna tam, gdzie wiatr lub brak miejsca utrudnia użycie gazu osłonowego.
- Ma ograniczenia przy cienkiej blasze, długich spoinach i tam, gdzie liczy się bardzo czyste lico spoiny.
W praktyce to właśnie dlatego ta technika tak dobrze pasuje do remontów, ogrodzeń i prostych prac warsztatowych. Skoro wiadomo już, kiedy ma sens, czas przejść do wyboru sprzętu.

Jak dobrać spawarkę do domu, warsztatu i pracy w terenie
Jeśli kupuję urządzenie do takich prac, patrzę najpierw na typ spawarki, a dopiero potem na samą liczbę amperów. Dobrze dobrany sprzęt ma być wygodny w noszeniu, stabilny w łuku i odporny na realne warunki, w których będzie używany.
| Typ urządzenia | Co daje w praktyce | Orientacyjna cena w 2026 r. |
|---|---|---|
| Inwertor MMA 230 V | Lekki, łatwy do przenoszenia, zwykle z hot start, arc force i anti-stick. Najlepszy wybór do domu, warsztatu i wyjazdowych napraw. | ok. 550-1600 zł |
| Transformator | Prosta, odporna konstrukcja, ale ciężka i mniej wygodna w transporcie. Sensowna głównie tam, gdzie urządzenie stoi na miejscu. | często taniej na rynku wtórnym |
| Sprzęt wieloprocesowy | Łączy MMA z TIG Lift lub MIG/MAG, więc daje większą elastyczność. Płaci się za uniwersalność. | od ok. 1200 zł wzwyż |
Jeśli miałbym kupować jedno urządzenie do remontów i drobnych prac budowlanych, brałbym inwertor 160-200 A. 160 A wystarcza do większości napraw z elektrodą 2,5 mm, ale 200 A daje zapas przy 3,2 mm i grubszej stali. W specyfikacji ważniejszy od samego maksimum jest cykl pracy, czyli to, ile minut spawarka realnie może pracować w 10-minutowym cyklu. 60% przy użytecznym prądzie jest zwykle bardziej wartościowe niż imponujące 200 A, które pojawiają się tylko chwilowo.
- Hot start ułatwia zajarzenie łuku, więc elektroda mniej się klei na starcie.
- Arc force stabilizuje łuk, gdy elektroda zbliża się za bardzo do materiału.
- Anti-stick ogranicza przyklejanie elektrody i ratuje nerwy początkujących.
- PFC pomaga przy słabszym zasilaniu i bywa praktyczny przy dłuższych przewodach zasilających.
Sam zakup to połowa sukcesu; druga połowa to elektroda i właściwy prąd.
Elektrody i prąd, które naprawdę wpływają na spoinę
Dobór elektrody w MMA nie jest detalem. To on decyduje o tym, czy spawarka będzie pracowała lekko, czy będzie tylko przykrywać błędy głośnym trzaskiem i nadmiernym rozpryskiem. Dla początkujących najbezpieczniejszym punktem startu zwykle jest elektroda rutylowa 2,5 mm.| Średnica elektrody | Startowy prąd | Typowe użycie | Uwagi |
|---|---|---|---|
| 1,6-2,0 mm | 30-60 A | Cienkie elementy, punktowanie, drobne naprawy | Wymaga wprawy i dobrej kontroli łuku |
| 2,5 mm | 70-100 A | Profile, płaskowniki, ogrodzenia, większość domowych prac | Najbardziej uniwersalny wybór na start |
| 3,2 mm | 90-130 A | Grubsza stal, konstrukcje, solidniejsze spoiny | Wymaga stabilniejszej spawarki i pewniejszej ręki |
| 4,0 mm | 130-180 A | Grubszy materiał i cięższe połączenia | Ma sens tylko wtedy, gdy urządzenie realnie to udźwignie |
Jeśli chodzi o rodzaje otuliny, najłatwiej pracuje się zwykle na elektrodach rutylowych, bo są bardziej wyrozumiałe i łatwiej się je zapala. Zasadowe dają bardzo dobre własności spoiny i niższą zawartość wodoru, ale są bardziej wymagające i wrażliwe na wilgoć. Celulozowe to już bardziej specjalistyczny temat, przydatny w określonych pozycjach i zastosowaniach. Na prądzie stałym wiele elektrod pracuje stabilniej, a przy części z nich polaryzacja DC+ daje lepszy przetop; zwykłe AC nie zawsze współpracuje z każdą otuliną.
Gdy prąd i elektroda są dobrane sensownie, największą różnicę zaczyna robić sama ręka spawacza.
Jak prowadzić łuk, żeby spoina była równa
- Przygotuj materiał. Oczyść miejsce spoiny z farby, rdzy, zgorzeliny i cynku. Na MMA brud wychodzi szybko, zwykle w postaci porów lub niestabilnego łuku.
- Ustaw punkt startowy. Weź prąd z tabeli i zrób próbę na skrawku. W praktyce łatwiej skorygować 5-10 A niż ratować cały detal.
- Zajarz łuk krótko i pewnie. Odległość łuku trzymaj mniej więcej od połowy do jednej średnicy elektrody. Za długi łuk daje odpryski i chropowatą spoinę.
- Prowadź równomiernie. Kąt 10-15 stopni w kierunku ruchu wystarcza w większości przypadków. Na grubszej stali można lekko pracować końcem elektrody, ale na cienkim materiale lepiej iść spokojniej.
- Kończ odcinek bez pośpiechu. Po ściegu usuń żużel młotkiem i szczotką drucianą, zanim ocenisz wygląd spoiny. Inaczej łatwo pomylić prawdziwy błąd z resztką osłony.
Najlepsze efekty daje powtarzalność, nie siłowe nadrabianie ruchami ręki. Gdy technika zaczyna się sypać, zwykle winny jest jeden z kilku prostych błędów.
Najczęstsze błędy przy pracy z elektrodą otuloną
| Błąd | Co zwykle widać | Jak to poprawić |
|---|---|---|
| Zbyt długi łuk | Rozpryski, porowatość, nierówne lico | Skrócić łuk i podejść bliżej materiału |
| Za niski prąd | Przyklejanie elektrody, brak wtopienia | Podnieść prąd o 5-10 A i powtórzyć próbę |
| Za wysoki prąd | Podtopione krawędzie, przepalenia, zbyt szeroka spoina | Obniżyć amperaż i spowolnić ruch tylko tyle, ile trzeba |
| Brudna albo wilgotna elektroda | Niestabilny łuk, pęcherze, kruszący się żużel | Przechowywać elektrody sucho i nie używać zawilgoconych |
| Słaby styk masy | Łuk przerywa, urządzenie zachowuje się nierówno | Oczyścić punkt pod zaciskiem i sprawdzić przewód |
| Nieoczyszczony materiał | Wtrącenia, pory, nieregularny przetop | Szlif, szczotka i odtłuszczenie przed spawaniem |
W praktyce najwięcej czasu traci się nie na samym spawaniu, tylko na poprawkach po takich drobiazgach. Gdy chcesz porównać metodę z innymi rozwiązaniami, różnice widać jeszcze wyraźniej.
Kiedy MMA przegrywa z MIG/MAG albo TIG
| Metoda | Największa zaleta | Najmocniejsze ograniczenie | Kiedy wybrać |
|---|---|---|---|
| MMA | Mobilność i prostota sprzętu, dobra praca w terenie | Więcej odprysków i konieczność usuwania żużlu | Ogrodzenia, bramy, konstrukcje stalowe, naprawy poza warsztatem |
| MIG/MAG | Szybkość, wygoda przy dłuższych spoinach i czystszy efekt | Wymaga gazu osłonowego i nie lubi przeciągu | Warsztat, seryjne prace, długie połączenia, cienka blacha |
| TIG | Duża kontrola i bardzo estetyczna spoina | Wolniejsza praca i większe wymagania wobec operatora | Precyzyjne elementy, stal nierdzewna, prace, gdzie liczy się wygląd |
Jeśli pracujesz na budowie lub przy remontach, MMA zwykle wygrywa prostotą. Jeśli warsztat ma stałe stanowisko i robisz długie połączenia, MIG/MAG często będzie wydajniejszy. TIG z kolei biorę wtedy, gdy ważna jest kontrola i estetyka, a nie tempo. Na koniec zostaje pytanie, które robi największą różnicę w codziennym użyciu: jak kupić sprzęt, którego potem nie będziesz żałować.
Na co patrzeć przy zakupie i eksploatacji
Gdy wybieram urządzenie do takich prac, nie kupuję go po samym napisie 200 A na obudowie. Sprawdzam, jak spawarka zachowuje się w realnym zakresie pracy, czy ma sensowne chłodzenie i czy jej parametry pasują do instalacji, z której będę korzystać.
- Cykl pracy musi być podany przy prądzie, z którego faktycznie będziesz korzystać, a nie tylko przy maksymalnym.
- Zasilanie 230 V wystarcza do większości domowych i warsztatowych zastosowań, ale warto sprawdzić zabezpieczenie obwodu.
- Kable i uchwyt elektrody powinny być porządne, bo słabe połączenia szybko psują komfort pracy.
- Przewiew i kurz mają znaczenie, więc nie zasłaniaj otworów wentylacyjnych i nie stawiaj sprzętu w pyłowym kącie.
- PFC bywa przydatne, jeśli zasilanie nie jest idealne albo sprzęt często pracuje z dłuższym przedłużaczem.
- Waga i uchwyt są ważniejsze, niż się wydaje, gdy urządzenie często jeździ między garażem, budową i warsztatem.
Na rynku różnice cenowe między podobnymi modelami są spore, więc nie ma sensu porównywać wyłącznie amperażu. Dwa urządzenia o podobnym zakresie mogą kosztować zupełnie różnie, bo jedno ma lepszy cykl pracy, stabilniejszy łuk i sensowniejszą elektronikę, a drugie tylko mocniej wygląda w opisie.
Jeśli sprzęt ma pracować latami, bardziej opłaca się kupić model, który trzyma parametry przy rzeczywistym obciążeniu, niż najtańszy wariant z wyśrubowanym marketingiem. Właśnie tak najczęściej oddziela się dobry zakup od rozczarowania po pierwszym weekendzie z elektrodą.
Co warto zapamiętać przed pierwszym uruchomieniem spawarki
Jeśli miałbym zostawić jedną praktyczną wskazówkę, to brzmiałaby tak: do sporadycznych prac bierz lekki inwertor 160-200 A, do pierwszych prób zacznij od elektrody 2,5 mm, a ustawienia zawsze sprawdzaj na odpadzie, nie na docelowym elemencie. Ta metoda jest świetna wtedy, gdy sprzęt, materiał i ruch ręki grają razem. Jeśli choć jeden z tych elementów jest słaby, problem zwykle nie leży w samej spawarce, tylko w przygotowaniu pracy.
W remontach, naprawach i pracach montażowych właśnie taki zestaw decyzji daje najlepszy stosunek ceny do efektu. Resztę robi już cierpliwość, czysty materiał, sucha elektroda i regularna ręka.